Ultrasonic Testing
Ultrasonic testing (UT) is undertaken by Langley Alloys with our team of qualified operators. It uses ultrasonic waves, which are of higher frequency than the human ear can recognise, to identify internal features and defects inside the volume of various metal components. Any such features disrupt the reflection of the wave as it attempts to pass through the item, and so will show up on the inspection meter as a different signal or ‘noise’. The size of the reading can relate to both the size and location of the internal feature.
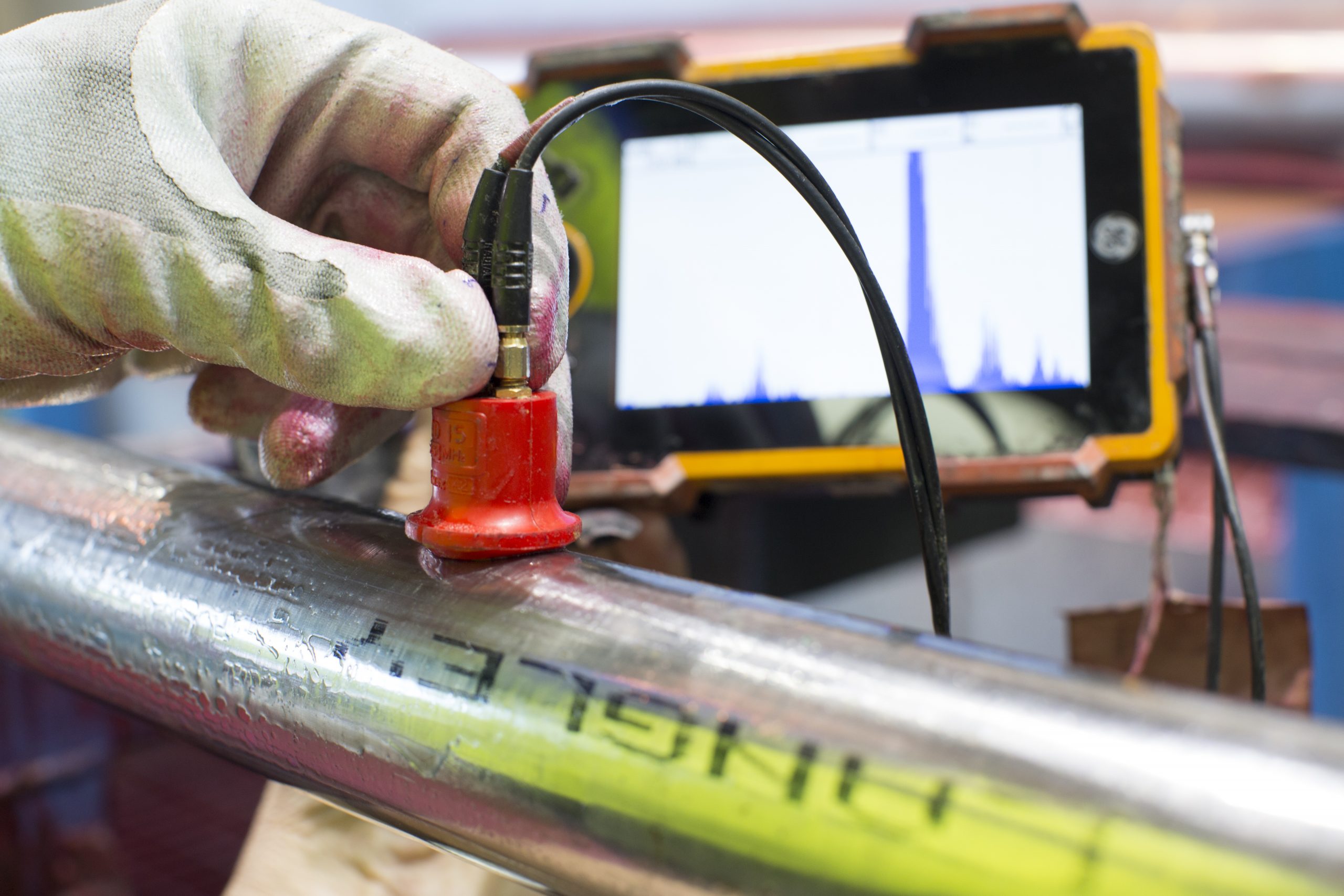
Typically, we cover the metal item to be inspected with a specialist gel that ensures a good couple between it and the ultrasonic transducer. The transducer is then passed around the surface of the item in order to scan the entire volume. The direction and orientation of the transducer will depend upon the inspection standard being applied, which in turn reflects the items shape and potential areas of concern.
Before inspection begins, the measuring equipment is calibrated against a test block. This block has been produced with features of a known shape and size i.e. holes or steps, that define the potential size of defects of interest during inspection.
Langley Alloys undertakes UT to many different customer standards, including BAe Systems, the US Navy and BNFL, with our team of operators qualified to ASNT Level II standards. Although all of our stock will have been inspected immediately after production, additional UT to more specific standards is commonly requested, along with the supply of forged or machined components.