Contact us on [email protected] to request a quote
At its most basic level, forging is the process of forming and shaping metals through the use of hammering, pressing or rolling. Being around for thousands of years makes it one of the oldest known metalworking processes. At first, forging involved a smith using a hammer and anvil, which is a crude form of forging. The process has improved over time to meet the demands of modern industry. Nowadays, various types of forging including open die forging, near-net shape forging and ring rolling.
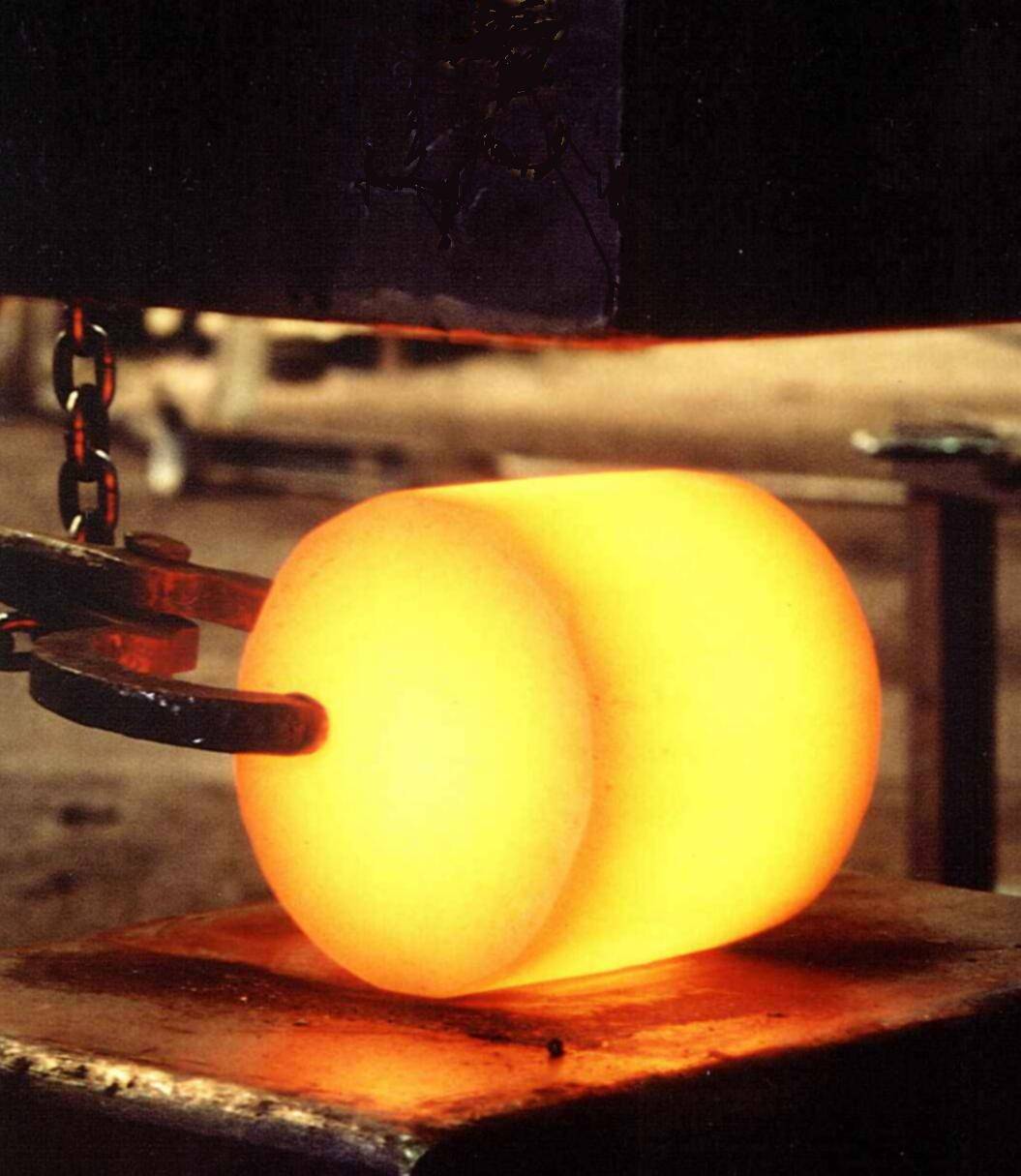
The process of open die forging begins with an ingot, a cast of metal, which is heated to its plastic deformation temperature, and then forged between dies to the desired shape and size.
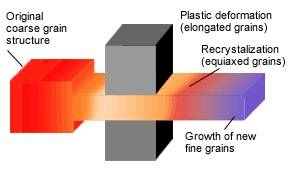
During this hot forging process, the cast’s coarse grain structure is broken up and replaced by finer grains, achieved through the size reduction of the ingot. This produces a sound central region to the forged product and gives excellent overall structural integrity. Mechanical properties are improved through the elimination of the cast structure, resulting in enhanced density and improved homogeneity. Forging also provides a means for aligning the grain flow to obtain the desired directional strengths.
The two main processes in open die forging are press forging and hammer forging. Both involve the shaping of heated metal parts between a top die attached to a ram and a bottom die attached to a hammer anvil or press bed. Some key differences between the processes are discussed below:
Hammer forging is limited by size. Weights of 500-650kg are commonly seen as the upper limit for this process. Above this size the advantages of press forging take over, this being due to the almost unlimited amount of power that can be generated from hydraulics.
Hammer forging involves hitting the material at high velocities, resulting in finer grain structures and better mechanical properties than achieved though the slower press forging process. However the increased deformation and control achieved though press forging will give the material better through working and consistency of properties.
Hammer forging can work to nearer net shape with smaller forging allowance, therefore on high cost or difficult to machine alloys there can be significant advantages in the hammer forging process.
Depending upon the alloy type and size, bars will be produced by forging from individually cast ingots (with further extrusion or hot rolling possible if required). Bar stock is a convenient form to hold product in, allowing immediate availability of many grades in a range of diameters, without a prohibitive lead time. It is well-suited for applications where there will be subsequent machining, as that also provides some flexibility on the exact bar diameter and length needed. However, for some components, forging is an attractive process to achieve improved properties in a part this is closer to the final shape.
Forging to near net shape not only provides savings in material usage but can also dramatically improve structural integrity through the control of product grain flow.

Forging produces predictable and uniform products with:
Directional alignment of the microstructure has been achieved through deliberately orienting the forging process in the direction requiring maximum s trength. This also yields higher ductility and greater resistance to impact and fatigue compared with a forged bar that is subsequently machined.
trength. This also yields higher ductility and greater resistance to impact and fatigue compared with a forged bar that is subsequently machined.
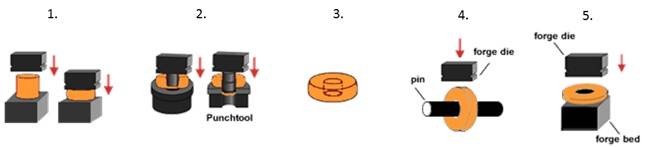
This process is often used in the production of seamless forged rings. Seamless rings can be produced in configurations ranging from flat, washer-like parts to tall, cylindrical shapes. The simplest, and most commonly used shape is a rectangular cross-section ring, but shaped tooling can be used to produce seamless rolled rings in complex, custom shapes with contours on the inside and/or outside diameters. The ring rolling process involves the following steps:

At Langley Alloys, we are a supplier of corrosion-resistant alloys. We also offer custom forging as part of our range of added services. This service is particularly relevant if you are looking to source forged items in our unique alloys such as Ferralium 255-SD50, Hiduron 130, Hiduron 191 and Hidurel 5.
To learn more about our custom forging, contact us today. Our technical team will be happy to provide you with more information and a quotation
Global Delivery Available
Air, sea, and road freight options are available, with a range of packaging solutions, to support global deliveries.
Inventory Management
Let us manage your total material requirements with call-off and consignment arrangements.
Up to 40 sizes per alloy available
More sizes equal less machining and a more cost-effective supply chain.